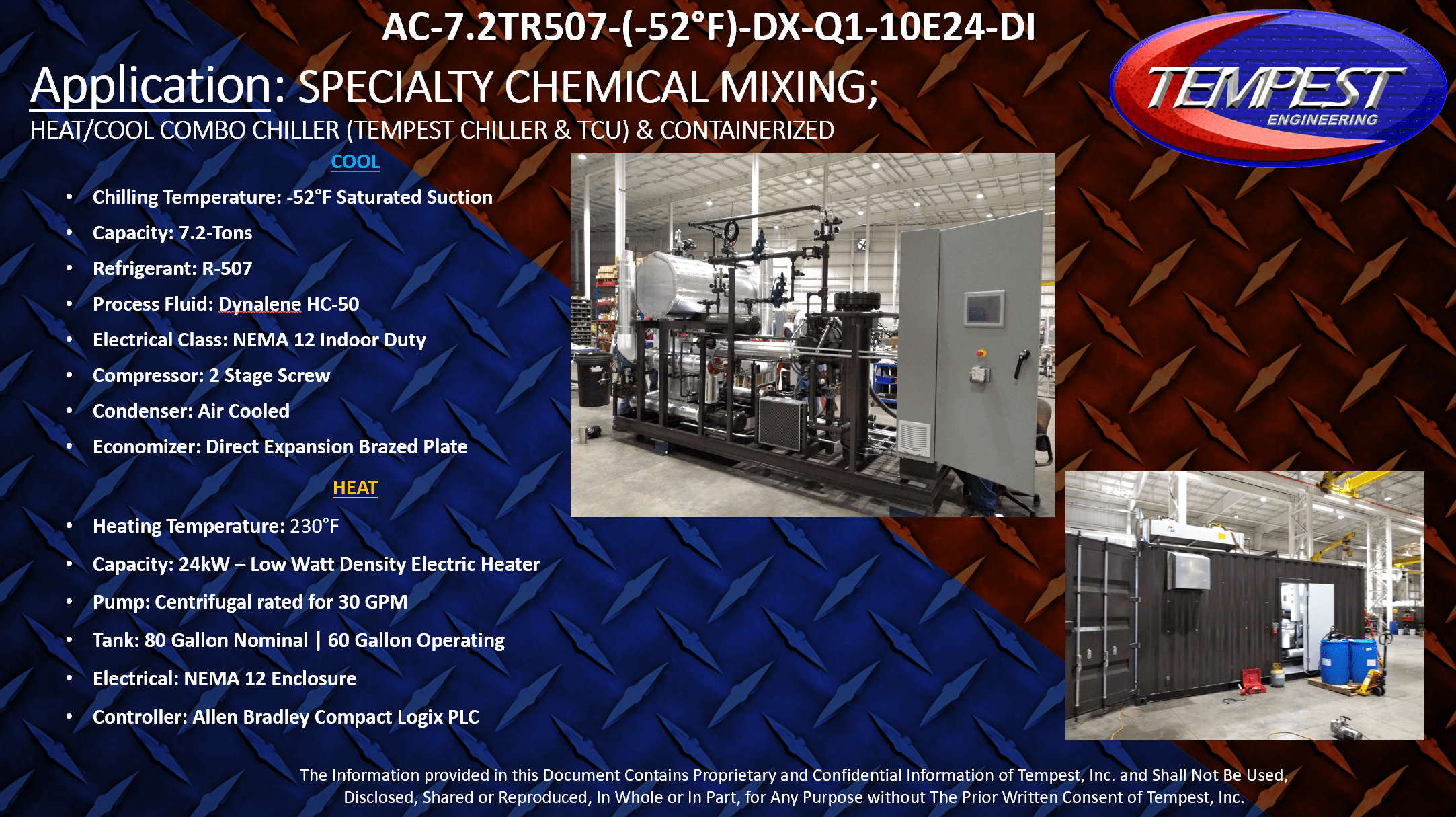
Tempest chillers and TCUs custom engineered to the process specifications. The equipment displayed on this page is for visual reference and capability demonstration.