“WE HELP POWER THE WORLD”

“HELPING TO PRODUCE THE FUELS NEEDED TO POWER THE WORLD; OUR CHILLERS AND TCUs ARE USED FROM EXTRACTION TO REFINERIES”
APPLICATIONS
UPSTREAM
Refrigeration solutions for Onshore/Offshore production
Gas Dew Point control by refrigeration
Hydrocarbons recovery
MIDSTREAM
Refrigeration in Natural gas processing
Gas to Liquid applications
Vapor recovery units (VRU)
Boil Off Gas recovery
Loading/Unloading Refrigeration
Small scale LNG liquefaction
DOWNSTREAM
Process cooling
Hydrocarbons cooling
Mixed hydrocarbon, compression & liquefaction
CO2 processing
Gas liquefaction
Light ends separation
LPG and condensate recovery by turboexpander
De-ethanizer condenser refrigeration
Flare gas/vent/vapor recovery
Chemical reaction temperature control
Nitrogen chilling Gasoline fractionation
Utility cooling (chilled water, chilled glycol)
Fertilizers plant, Ammonia BOG & Ammonia
refrigeration system
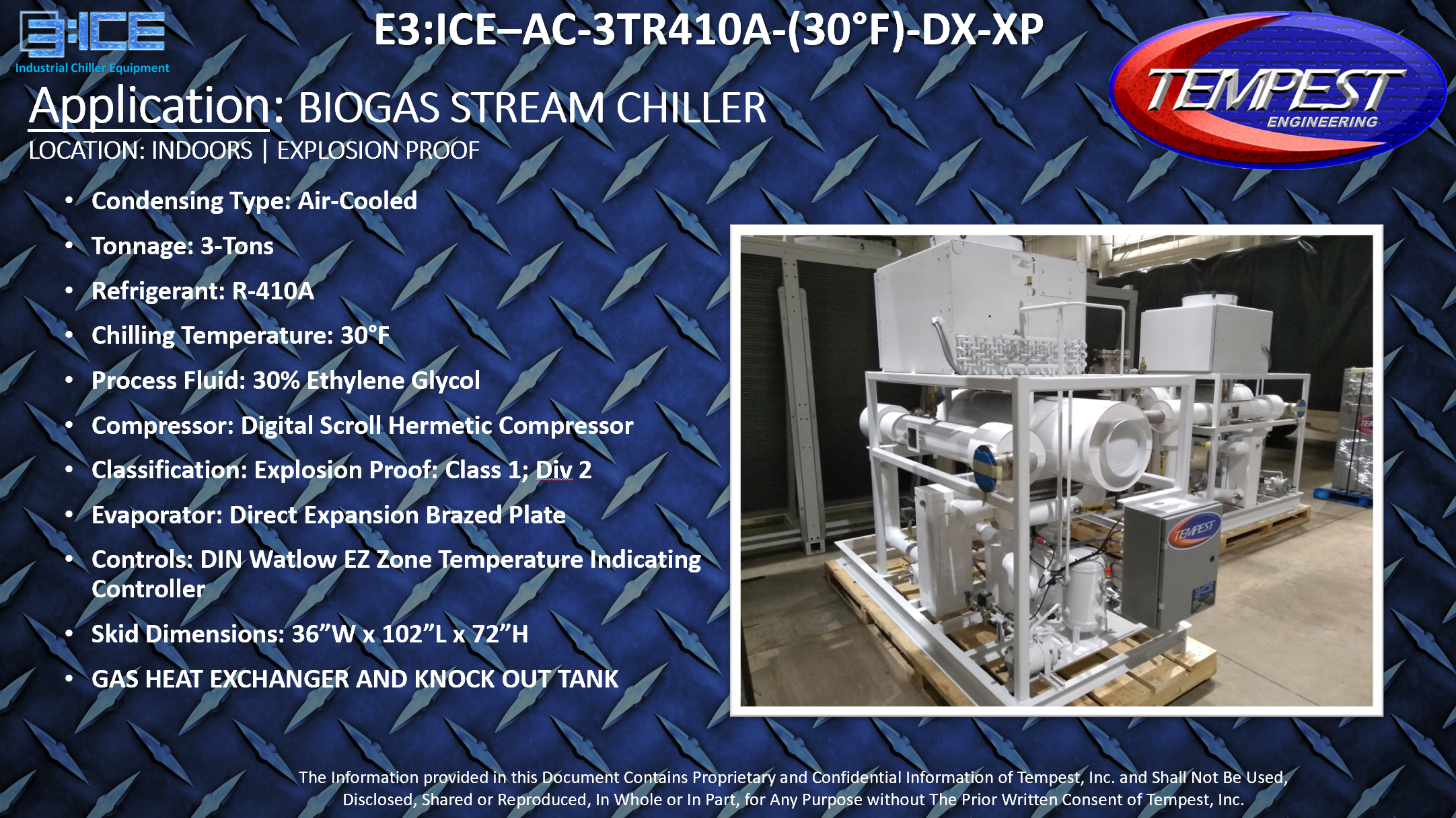
3-TON AIR-COOLED EXPLOSION PROOF BIOGAS STEAM CHILLER

Condensing Type: Air-Cooled
Tonnage: 3-Tons
Refrigerant: R-410A
Chilling Temperature: 30°F
Process Fluid: 30% Ethylene Glycol
Compressor: Digital Scroll Hermetic Compressor
Classification: Explosion Proof: Class 1; Div 2
Evaporator: Direct Expansion Brazed Plate
Controls: DIN Watlow EZ Zone Temperature Indicating Controller
Skid Dimensions: 36”W x 102”L x 72”H
GAS HEAT EXCHANGER AND KNOCK OUT TANK