Tempest Chiller Project Portfolio
![]()
INDUSTRIAL CHILLER EQUIPMENT
WE CUSTOM ENGINEER LOW TEMPERATURE INDUSTRIAL CHILLERS
4-TON (10°F EVAP COOLING) REMOTE WATER-COOLED INDUSTRIAL CHILLER & 1-ZONE TCU HEATING

![]()
Condensing Type: Water-Cooled
Tonnage: 4-Tons
Refrigerant: R-507
Chilling Temperature: 10°F Saturated Suction
Design Fluid: 25% Propylene Glycol
Compressor: One (1) Semi-Hermetic Recip; 10% Turndown Load
Tank: 60-Gallon Stainless Steel
Heating: One (1) 9kW Electric Immersion Heater
7.7-TON (-48°F EVAP COOLING) REMOTE AIR-COOLED INDUSTRIAL CHILLER

![]()
Condensing Type: Air-Cooled (Remote)
Tonnage: 7.7-Tons
Refrigerant: R-507
Chilling Temperature: -48°F Saturated Suction
Design Fluid: Dynalene MV
Compressor: One (1) Two Stage Economized Screw
Skid Size: 12’L x 4’W x 6’H
Electrical: NEMA 12 Indoor Duty – NEMA 4 Enclosure for Remote Condenser
30-TON (13°F EVAP COOLING) AIR-COOLED INDUSTRIAL CHILLER WITH PUMP & TANK

![]()
Condensing Type: Air-Cooled
Tonnage: 30-Tons (Dual Circuit)
Refrigerant: R-134A
Chilling Temperature: 13°F Saturated Suction
Design Fluid: 45% Propylene Glycol
Compressor: Dual Circuit – Four (4) Semi Hermetic Recip
Tank: 800 Gallons Stainless Steel Reservoir
Evaporator: Brazed Plate Direct Expansion
Electrical: NEMA 4X Outdoor Duty
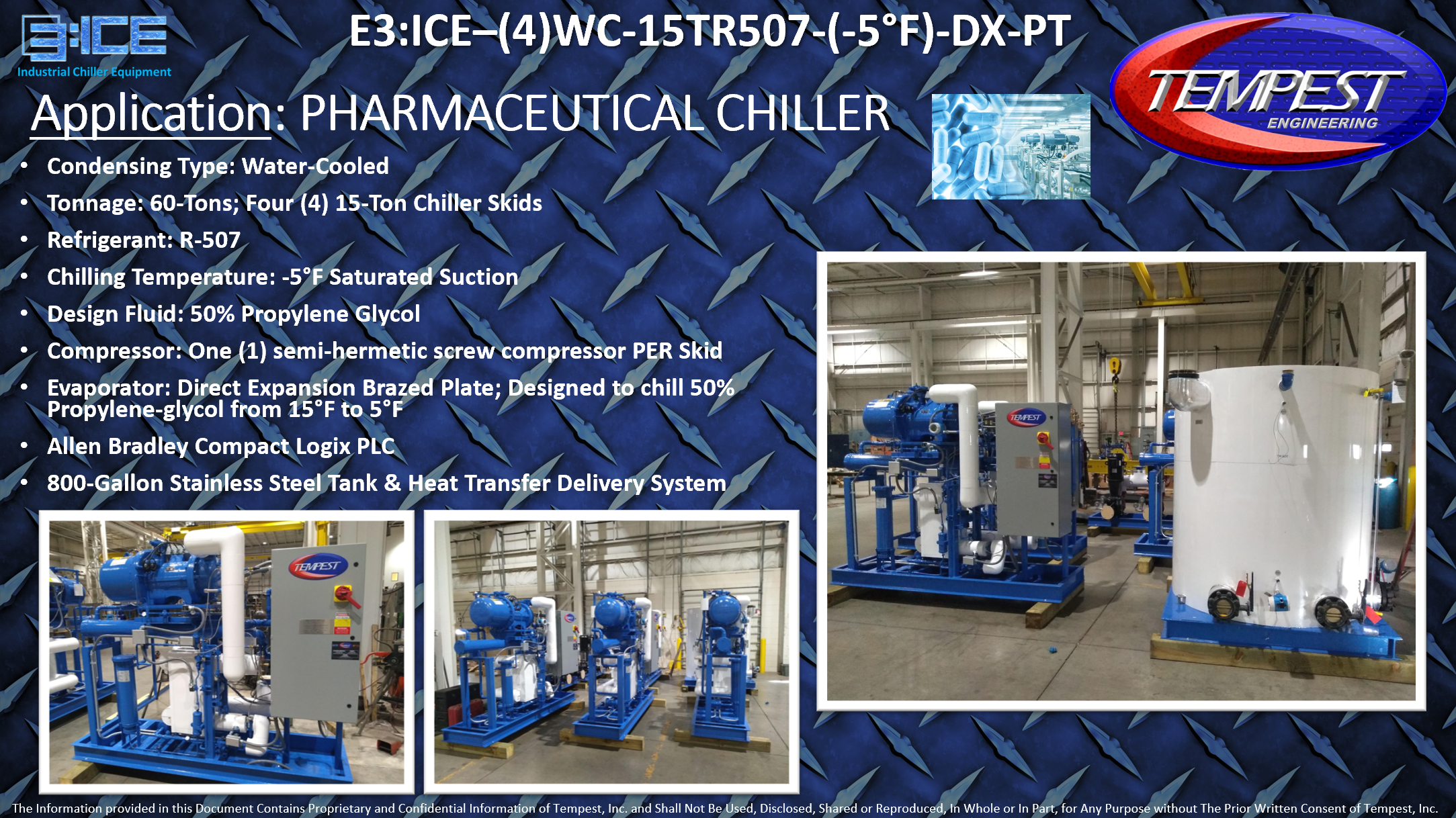
60-TON (-5°F EVAP COOLING) WATER-COOLED PHARMACEUTICAL CHILLER MODULARIZED INTO FOUR (4) 15-TON CHILLER SKIDS
![]()
Condensing Type: Water-Cooled
Tonnage: 60-Tons; Four (4) 15-Ton Chiller Skids
Refrigerant: R-507
Chilling Temperature: -5°F Saturated Suction
Design Fluid: 50% Propylene Glycol
Compressor: One (1) Semi-Hermetic Screw PER Skid
Evaporator: Direct Expansion Brazed Plate; Designed to chill 50% Propylene Glycol from 15°F to 5°F
Controls: Allen Bradley Compact Logix
Tank: 800-Gallon Stainless Steel
70-TON (10°F EVAP COOLING) WATER-COOLED PHARMACEUTICAL CHILLER

![]()
Condensing Type: Water-Cooled
Tonnage: 70-Tons (Dual Circuited)
Refrigerant: R-507
Chilling Temperature: 10°F Saturated Suction
Design Fluid: 25% Propylene Glycol
Compressor: Two (2) Semi-Hermetic Recip PER Circuit
Controls: Allen Bradley Compact Logix
Tank: 600-Gallon Stainless Steel
100-TON (34°F EVAP COOLING) WATER-COOLED CONTAINERIZED AMMONIA CHILLER(S)

![]()
Condensing Type: Water-Cooled
Tonnage: 100-Tons
Refrigerant: R-717 (Ammonia)
Chilling Temperature: 34°F Saturated Suction
Design Fluid: Water
Compressor: One Open Drive Stage Screw (30% Turndown per compressor)
Container Size: 20′ Fully Fabricated Steel Design
Hydraulics Container System: 1,500-Gallon Reservoir with Process & Water Pumps
125-TON (-50°F EVAP COOLING) WATER-COOLED PHARMACEUTICAL CHILLER

![]()
Condensing Type: Water-Cooled
Tonnage: 125-Tons
Refrigerant: R-507
Chilling Temperature: -50°F Saturated Suction
Design Fluid: Syltherm XLT
Compressor: Three (3) Economized Two Stage Screw (50% Turndown per compressor)
Skid Size: 18’L x 9’W x 8’H
Tank: 800-Gallon Cold Syltherm XLT Skid
100-TON AIR-COOLED HFC ICE RINK CHILLER: (1) SHEET NHL SIZE

 Condensing Type: Air-Cooled
Condensing Type: Air-Cooled
Tonnage: 100-Tons
Refrigerant: R-507
Chilling Temperature: 5°F Saturated Suction
Design Fluid: 50% Ethylene Glycol
Compressor: Semi-Hermetic Twin Screw (2)
Classification: General
Evaporator: Direct Expansion Exchanger
Controls: Allen Bradley Compact Logix PLC
100-TON AIR-COOLED HFC ICE RINK CHILLER: (1) SHEET NHL SIZE

Condensing Type: Evaporative-Cooled
Tonnage: 120-Tons
Refrigerant: R-507
Chilling Temperature: 5°F Saturated Suction
Compressor: Two (2) Semi-Hermetic Compact Twin Screw
Compressor: Operating VIa VFD for Capacity Control from 100% to 15%
Controls: Allen Bradley Micro 850 PLC
120-TON WATER-COOLED R-507 ICE RINK CHILLER; MULTI-SKID 60-TON REFRIGERATION CIRCUIT DESIGN

![]()
Condensing Type: Water-Cooled
Tonnage: 120-Tons (60-Ton per Chiller Skid)
Refrigerant: R-507
Chilling Temperature: 8°F Saturated Suction
Design Fluid: 50% Ethylene Glycol
Compressor: Semi-Hermetic Screw (One per Refrigeration Circuit)
Evaporator: Shell & Tube Direct Expansion (One per Refrigeration Circuit)
Controls: Allen Bradley Compact Logix PLC
Dimensions: 11’L x 4.5’W x 6″H (per skid)
Options: Two (2) Close Coupled Mechanically Sealed Pumps and One (1) Expansion Tank
142-TON AIR-COOLED AMMONIA ICE RINK CHILLER: (1) SHEET

![]()
Condensing Type: Air-Cooled
Tonnage: 142-Tons
Refrigerant: R-717
Chilling Temperature: 5°F Saturated Suction
Design Fluid: 40% Ethylene Glycol
Compressor: Open Drive 6 & 8 Cylinder Compressors
Ammonia Dispersion Tank: (2) 1,800 Gallon SS Tanks
Evaporator: Flooded Shell & Tube with Surge Drum
Controls: Allen Bradley Compact Logix PLC
TEMPEST INSTALLATION & COLD GLYCOL SYSTEM INCLUDED
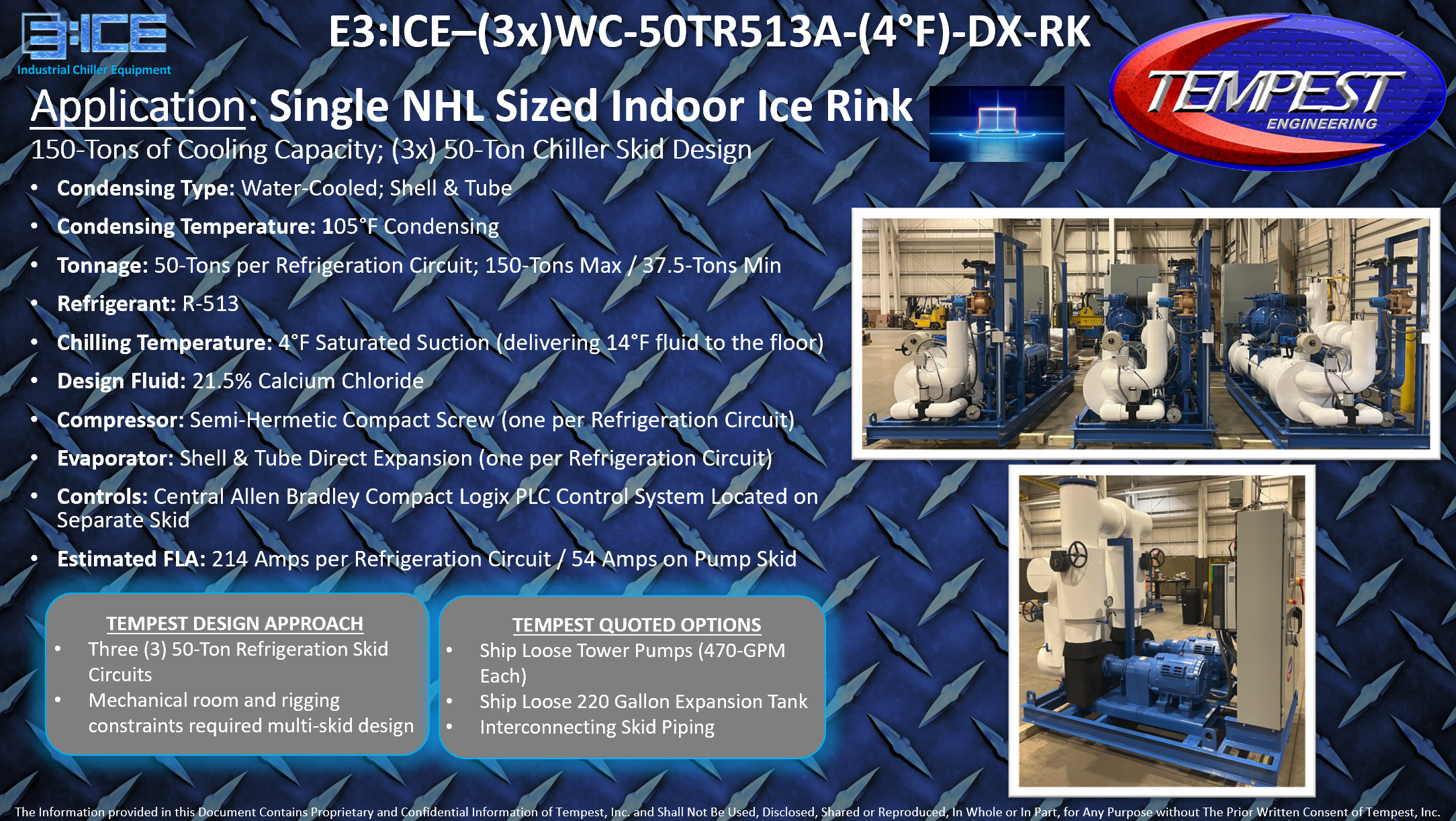
150-TON; THREE (3) 50-TON SKIDS; R513A ICE RINK CHILLER SYSTEM: SINGLE NHL SIZED ICE RINK
![]()
Condensing Type: Water-Cooled
Tonnage: 150-Tons; Designed with Three (3) 50-Ton Chiller Skids
Refrigerant: R-513A
Chilling Temperature: 4°F Saturated Suction to Deliver 14°F Fluid to Floor
Design Fluid: 21.5% Calcium Chloride
Compressor: Semi-Hermetic Compact Screw (one per chiller skid)
Evaporator: Shell & Tube Direct Expansion (one per chiller skid)
Controls: Allen Bradley Compact Logix PLC
Estimated FLA: 214 Amps per Chiller Skid; 54 Amps on Pump Skid
205-TON AMMONIA ICE RINK CHILLER: (2) SHEET – ONE OLYMPIC SIZE; ONE NHL SIZE

![]()
Condensing Type: Evaporative-Cooled
Tonnage: 205-Tons
Refrigerant: R-717
Chilling Temperature: 15°F Saturated Suction
Design Fluid: 40% Ethylene Glycol
Compressor: Open Drive 6-Cylinder Recip (3)
Ammonia Dispersion Tank: 3,600 Gallon SS Tank
Evaporator: Flooded Shell & Tube with Surge Drum
Controls: Allen Bradley Compact Logix PLC
2-TON (-31°F EVAP COOLING) WATER-COOLED CLASS 1 DIVISION 2 RATED CHILLER

![]()
Condensing Type: Water-Cooled
Tonnage: 2-Tons
Refrigerant: R-507
Chilling Temperature: -31°F Saturated Suction
Process Fluid: 50% Ethylene Glycol
Compressors: One (1) Two stage economized reciprocating
Evaporator: Direct Direct Expansion Brazed Plate; Rated @ 24,900 BTU/hr. Designed to cool 30 GPM of 50% Ethylene Glycol from -17°F to -20°F)
Tank & Pump: 100-Gallon Chilled Glycol Tank and One (1) close coupled centrifugal pump rated for 30 GPM @ 30 PSIG head pressure
Controls: Allen Bradley CompactLogix
7.2-TON (-52°F EVAP COOLING) AIR-COOLED CHILLER & 24kW (230°F HEATING) TCU

COOL
Chilling Temperature: -52°F Saturated Suction
Capacity: 7.2-Tons
Refrigerant: R-507
Process Fluid: Dynalene HC-50
Electrical Class: NEMA 12 Indoor Duty
Compressor: 2 Stage Screw
Condenser: Air Cooled
Economizer: Direct Expansion Brazed Plate
![]()
HEAT
Heating Temperature: 230°F
Capacity: 48kW – Low Watt Density Electric Heater
Pump: Centrifugal rated for 30 GPM
Tank: 80 Gallon Nominal | 60 Gallon Operating
Electrical: NEMA 12 Enclosure
Controller: Allen Bradley Compact Logix PLC
26-TON (50°F EVAP COOLING) AIR-COOLED CHILLER & 360kW (110°F HEATING) TCU

COOL
Chilling Temperature: 50°F Saturated Suction
Capacity: 26-Tons
Refrigerant: R-134A
Process Fluid: 40% Ethylene Glycol
Electrical Class: NEMA 4 Enclosure; Z-Purge Controls Class 1 Division 2 Groups C & D
Compressor: 2 Stage Screw
Condenser: Air Cooled (120°F Condensing)
Economizer: Direct Expansion Brazed Plate
![]()
HEAT
Heating Temperature: 110°F
Capacity: 360kW – Four (4) 90kW Low Watt Density Electric Heater
Pump: Close Coupled rated for 60 GPM @ 25PSI
Tank: 300 Gallon Nominal
Controls: Two (2) 1/16 DIN Watlow EZ zone temperature indicating controllers – one for chilling loop, one for temperature control loop
10-TON (-10°F EVAP COOLING) WATER-COOLED DUAL-CIRCUIT CHILLER

![]()
Condensing Type: Water-Cooled
Tonnage: 10-Tons (5-tons per circuit)
Refrigerant: R-507
Chilling Temperature: -10°F Saturated Suction
Process Fluid: 50% Ethylene Glycol
Compressors: Two (2) Semi-Hermetic Reciprocating (per circuit)
Evaporator: Direct Direct Expansion Brazed Plate (per circuit); Rated @ 62,800 BTU/hr.
Tank: 400-Gallon Glycol Tank (Ship Loose)
Controls: Allen Bradley CompactLogix PLC
21-TON (-105°F EVAP COOLING) WATER-COOLED DUAL-CIRCUIT ULTRA-LOW TEMP CHILLER

![]()
Condensing Type: Water-Cooled
Tonnage: 21-Tons
Refrigerant: R-507A (High Side) | R-508B (Low Side)
Chilling Temperature: -105°F Saturated Suction
Process Fluid: Syltherm XLT
Compressor: Two (2) Semi Hermetic Compact Screw (per circuit)
Pump/Tank: 350-Gallon SS Tank and Centrifugal Pumps
Evaporator: Direct Expansion Brazed Plate
Electrical: NEMA 4 Enclosure with Allen Bradley Compact Logix PLC
30-TON (22°F EVAP COOLING) AIR-COOLED R513A LOW TEMP CHILLER WITH HEAT TRANSFER DELIVERY SYSTEM

![]()
Condensing Type: Air-Cooled
Tonnage: 30-Tons; Turndown to 5-Tons
Refrigerant: R-513A
Chilling Temperature: 22°F Saturated Suction
Process Fluid: Dynalene HC-50
Compressor: Two (2) Semi Hermetic Recips
Evaporator: Brazed Plate Direct Expansion
Heat Transfer Delivery System: 400-Gallon Dynalene HC-50 Reservoir and Two (2) Close Coupled Centrifugal Pumps Rated for 110-GPM
30-TON (35°F EVAP COOLING) AIR-COOLED INDUSTRIAL CONTAINERIZED CHILLER

![]()
Condensing Type: Air-Cooled
Tonnage: 30-Tons
Refrigerant: R-134A
Chilling Temperature: 35°F Saturated Suction
Process Fluid: 35% Propylene Glycol
Compressor: Semi Hermetic Compact Screw
Classification: Explosion Proof: Class 1; Div 2
Evaporator: Direct Expansion Shell & Tube
Electrical: NEMA 4 Enclosure with Allen Bradley Compact Logix PLC
75-TON (-18°F EVAP COOLING) AIR-COOLED “DUAL-CIRCUIT” INDUSTRIAL CHILLER

![]()
Condensing Type: Air-Cooled
Tonnage: 75-Tons (Dual Circuit)
Refrigerant: R-507
Chilling Temperature: -18°F Saturated Suction
Process Fluid: 50% Propylene Glycol
Compressor: Two (2) semi-hermetic compact twin screw type (One per Circuit)
Condenser: One (1) dual circuit air cooled condenser
Oil Cooler: One (1) dual circuit Air cooled oil cooler
Evaporator: One (1) dual circuit shell & tube type evaporator (direct expansion)
Electrical & Controls: Allen Bradley Compact Logix programmable logic controller
90-TON (-23°F EVAP COOLING) AIR-COOLED “DUAL-CIRCUIT” INDUSTRIAL CHILLER

![]()
Condensing Type: Air-Cooled
Tonnage: 90-Tons
Refrigerant: R-507
Chilling Temperature: -23°F Saturated Suction
Process Fluid: Dynalene HC-30
Compressors: Four (4) Economized Semi-Hermetic Screw; Two (2) 50% Compressors per Circuit
Evaporator: Direct Expansion Shell & Tube; Designed to Cool Dynalene HC-30 from 0F to -13F @ 300-GPM.
Controls: Allen Bradley CompactLogix
250-TON (22°F EVAP COOLING) WATER-COOLED AMMONIA CHILLER RATED FOR CLASS 1 DIVISION 2

![]()
Condensing Type: Water-Cooled
Tonnage: 250-Tons
Refrigerant: R-717 (Ammonia)
Chilling Temperature: 22°F Saturated Suction
Process Fluid: 50% Ethylene glycol
Compressors: One (1) Open Drive Screw
Classification: Explosion Proof: Class 1; Div 2 Group D
Evaporator: Flooded Semi-Welded Plate & Frame
Electrical: Vilter Vision 20/20
250-TON (-32°F EVAP COOLING) WATER-COOLED INDUSTRIAL AMMONIA CHILLER

![]()
Condensing Type: Water-Cooled
Tonnage: 250-Tons
Refrigerant: R-717 (Ammonia)
Chilling Temperature: -32°F Saturated Suction
Process Fluid: 50% Methanol/Water
Compressors: Two (2) Open Drive Screw Motors
Classification: Explosion Proof: Class 1; Div 2 Group D
Evaporator: Direct Flooded Carbon Steel Shell & Tube
Electrical: Vilter Vision 20/20
700-TON (32°F EVAP COOLING) WATER-COOLED INDUSTRIAL AMMONIA CHILLER

![]()
Condensing Type: Water-Cooled
Tonnage: 700-Tons
Refrigerant: R-717 (Ammonia)
Chilling Temperature: 32°F Saturated Suction
Process Fluid: Water
Compressor: Twin Screw Motors
Classification: Explosion Proof: Class 1; Div 2
Evaporator: Flooded Carbon Steel Shell & Tube
Electrical: Pre Wired Electrical; Pre Wired
2-TON (-52°F EVAPORATING TEMP) AIR-COOLED EXTRACTION CHILLER USING HTF SYLTHERM XLT

![]()
Condensing Type: Air Cooled
Tonnage: 2-Tons
Refrigerant: R-507
Chilling Temperature: -52°F Evaporating Temp
Process Fluid: Ethanol
Compressor: Two-stage reciprocating
Classification: General
Install Requirement: Outdoor Duty NEMA 4
Controls: Watlow EZ-ZONE PM TIC
2.5-TON AIR-COOLED (-52°F EVAP TEMP) EXPLOSION PROOF, EXTRACTION CHILLER

![]()
Condensing Type: Air Cooled
Tonnage: 2.5-Tons
Refrigerant: R-507
Chilling Temperature: -52°F Evaporating Temp
Process Fluid: Ethanol
Compressor: Two-stage reciprocating
Classification: Class I, Division II with Z-purge
Install Requirement: Outdoor Duty NEMA 4
Controls: Watlow EZ-ZONE PM TIC
5-TON WATER-COOLED, EXPLOSION PROOF, EXTRACTION CHILLER

![]()
Condensing Type: Water Cooled
Tonnage: 5-Tons
Refrigerant: R-507
Chilling Temperature: -50°F
Process Fluid: Ethanol
Compressor: Two-stage screw
Classification: Class I, Division II
6-TON AIR COOLED LOW TEMPERATURE EXTRACTION CHILLER & FOUR (4) ZONE TEMPERATURE CONTROL UNIT

COOL
Chilling Temperature: -60°F Saturated Suction
Capacity: 6-Tons
Refrigerant: R-507
Process Fluid: Syltherm XLT
Compressor: One (1) Two-Stage Reciprocating
Condenser: Air Cooled
Evaporator: Direct Expansion Brazed Plate
Pump & Tank: 80-Gallon Syltherm Reservoir and Centrifugal Process Pump
![]()
HEAT
Heating Temperature: 65°F
Capacity: 12kW – Low Watt Density Electric Heaters
Pump: Close Coupled rated for 20 GPM
Cooling: Direct Injection, Open Loop Design
Controller: 1/16 DIN PID Microcontroller, 4-20mA Output Cooling and Heating
6.8-TON WATER-COOLED, EXPLOSION PROOF, EXTRACTION CHILLER

![]()
Condensing Type: Water Cooled
Tonnage: 6.8-Tons
Refrigerant: R-507
Chilling Temperature: -50°F
Design HTF Fluid: Dynalene HC-50
Compressor: Economized two-stage reciprocating
25-TON WATER-COOLED, EXTRACTION CHILLER USING HTF SYLTHERM XLT

![]()
Condensing Type: Water Cooled
Tonnage: 25-Tons
Refrigerant: R-507
Chilling Temperature: -50°F Saturated Suction
Design HTF Fluid: Syltherm XLT @ -40F
Compressor: Two-stage reciprocating
Classification: General
Install Requirement: Outdoor Duty NEMA 4
Controls: FDC- MCT-4 Microprocessor
10-TON (-31°F EVAP) AIR-COOLED, AUTOMOTIVE TESTING CHILLER WITH PUMP & TANK

![]()
Condensing Type: Air-Cooled
Tonnage: 14-Tons @ -6°F | 10-Tons @ -31°F
Refrigerant: R-507A
Chilling Temperature: -31°F Saturated Suction
Design Fluid: 50% Ethylene Glycol
Compressor: (1) Single Stage Reciprocating
Glycol Tank: 150 Gallons Stainless Steel Reservoir
Glycol Pump: 25 GPM @ 25 PSIG head pressure
Evaporator: Brazed Plate Direct Expansion Brazed Plate
Controls: FDC MCT4 Temperature Indicating Controller
12-TON (-14°F EVAP) AIR-COOLED, AUTOMOTIVE CHILLER WITH PUMP & TANK

![]()
Condensing Type: Air-Cooled
Tonnage: 12-Tons
Refrigerant: R-507A
Chilling Temperature: -14°F Saturated Suction
Design Fluid: 50% Ethylene Glycol
Compressor: (1) Single Stage Reciprocating
Chiller Tank: 300 Gallons Stainless Steel Reservoir
Evaporator: Direct Expansion Brazed Plate
Controls: FDC Temperature Indicating Controller
55-TON (-73°F EVAP) AIR-COOLED, JET ENGINE TESTING CASCADE CHILLER

![]()
Condensing Type: Air-Cooled
Tonnage: 55-Tons
Refrigerant: R-507A | R-508B (CASCADE CHILLER)
Chilling Temperature: -73°F Saturated Suction
Design Fluid: Dynalene MV
Compressor: Low Side (1) Semi-Hermetic Screw | High Side (2) Semi-Hermetic Screw
Evaporator: Brazed Plate Direct Expansion
Controls: Allen Bradley CompactLogix PLC
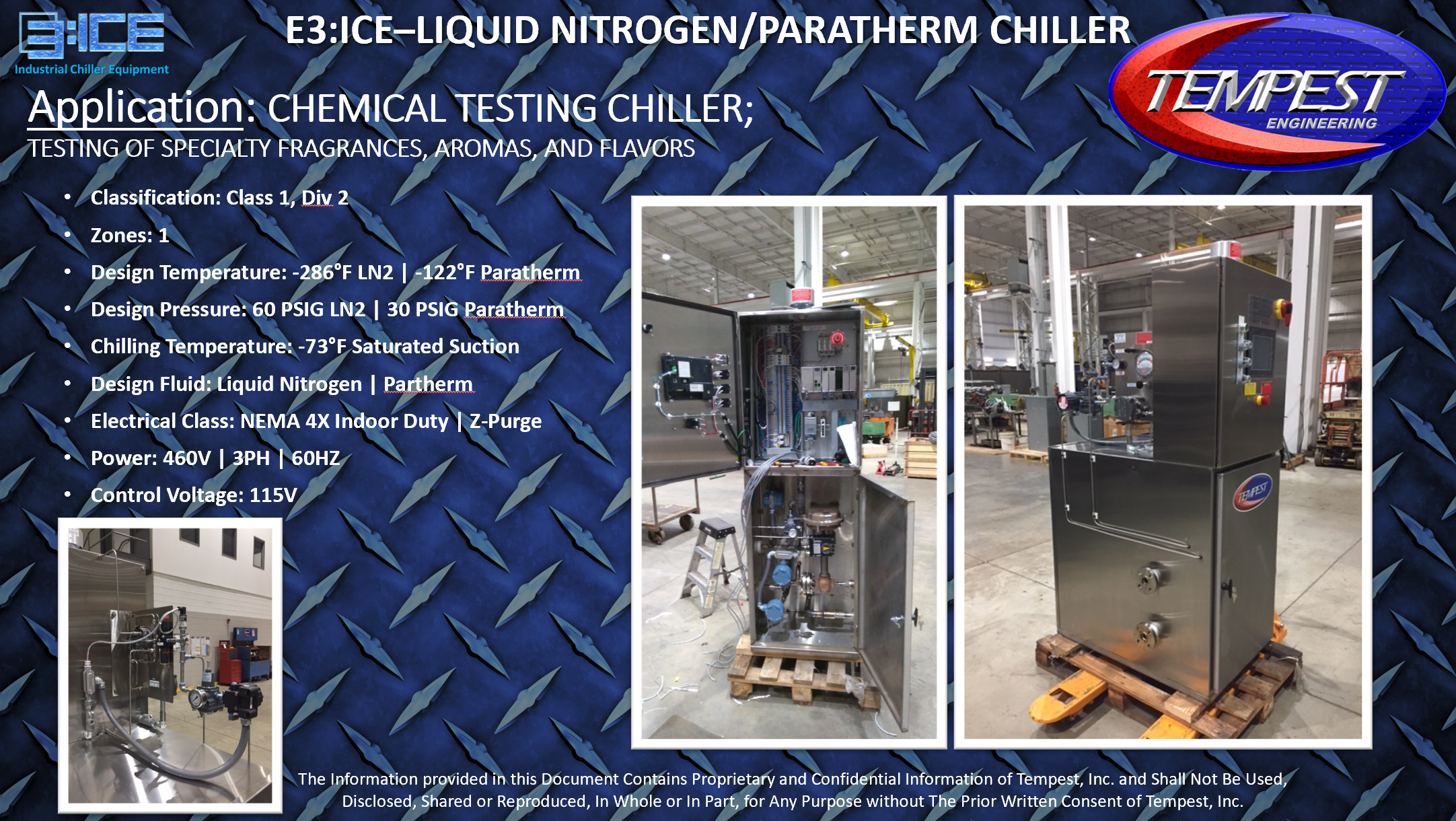
LIQUID NITROGEN & PARATHERM EXPLOSION PROOF CHEMICAL TESTING CHILLER
![]()
Classification: Class 1, Div 2
Zones: 1
Design Temperature: -286°F LN2 | -122°F Paratherm
Design Pressure: 60 PSIG LN2 | 30 PSIG Paratherm
Chilling Temperature: -73°F Saturated Suction
Design Fluid: Liquid Nitrogen | Partherm
Electrical Class: NEMA 4X Indoor Duty | Z-Purge
Power: 460V | 3PH | 60HZ
Control Voltage: 115V
17-TON (-52°F EVAP) WATER-COOLED CHILLER & 48kW TCU

COOL
Chilling Temperature: -52°F Saturated Suction
Capacity: 17-Tons
Refrigerant: R-507
Process Fluid: 63% Ethylene Glycol
Electrical Class: NEMA 12 Indoor Duty
Compressor: 2 Stage Screw
Condenser: Water Cooled
Economizer: Direct Expansion Brazed Plate
![]()
HEAT
Heating Temperature: 230°F
Capacity: 48kW – Low Watt Density Electric Heater
Pump: Centrifugal rated for 30 GPM
Tank: 80 Gallon Nominal | 60 Gallon Operating
Electrical: NEMA 12 Enclosure
Controller: Allen Bradley Compact Logix PLC
170-TON (-50°F EVAP) EVAPORATIVE-COOLED, DUAL CIRCUIT DIESEL ENGINE TESTING CHILLER

![]()
Condensing Type: Evaporative-Cooled (Dual Circuit)
Tonnage: 170-Tons @ -50°F Saturated Suction Temp
Tonnage Turndown: 6-Tons @ -50°F Saturated Suction Temp
Refrigerant: R-507A
Chilling Temperature: -50°F Saturated Suction
Design Fluid: Dynalene HC-50
Compressor: Four (4) Economized Two Stage Screws
Evaporator: Shell & Tube; Direct Expansion (One Per Circuit)
Dynalene Tank: 1,200-Gallon Working Volume ASME Stainless Steel Reservoir
Dynalene Pumps: 485-GPM @ 115FT Head Pressure
Chiller Pump: 485-GPM @ 115FT Head Pressure
Controls: Allen Bradley CompactLogix PLC
1.75-TON (-25°F EVAP) AIR-COOLED FOOD PACKAGING CHILLER WITH PUMP & TANK

![]()
Capacity: 1.75-Tons
Cooling Capacity: -25°F Saturated Suction Temp
Refrigerant: R-404A
Process Fluid: 50% Ethylene Glycol
Condenser: Air Cooled
Evaporator: Direct Expansion Shell & Tube
Compressor: Scroll
Tank: 10 Gallon 304 S.S.
Electrical Class: NEMA 12 Indoor Duty
20-TON (-10°F EVAP) AIR-COOLED CHILLER & FOUR (4) ZONE TCU

COOLING
Chilling Temperature: -10°F Saturated Suction
Capacity: 20-Tons
Refrigerant: R-507
Process Fluid: 50% Propylene Glycol
Electrical Class: NEMA 12 Indoor Duty
Compressor: Two (2) Single Stage Reciprocating
Condenser: Air Cooled
Controller: Allen Bradley Compact Logix PLC
![]()
HEATING (FOUR ZONES)
Heating Temperature: 5°F to 41°F
Capacity: 6kW – Low Watt Density Electric Heaters
Pump: Close Coupled rated for 60 GPM
Tank: 200 Gallon
Electrical: NEMA 12 Enclosure
Controller: 1/8 DIN PID-Microcontroller
100-TON (-40°F EVAP) EVAPORATIVE-COOLED SPIRAL FREEZER CHILLER IN CONTAINER

![]()
Condensing Type: Evaporative-Cooled
Tonnage: 100-Tons
Refrigerant: R-717 (Ammonia)
Chilling Temperature: -40°F Saturated Suction
Compressor: One (1) Open Drive Screw
Evaporator: Direct Expansion Brazed Plate
Controls: Mycom Mypro Touch Microprocessor
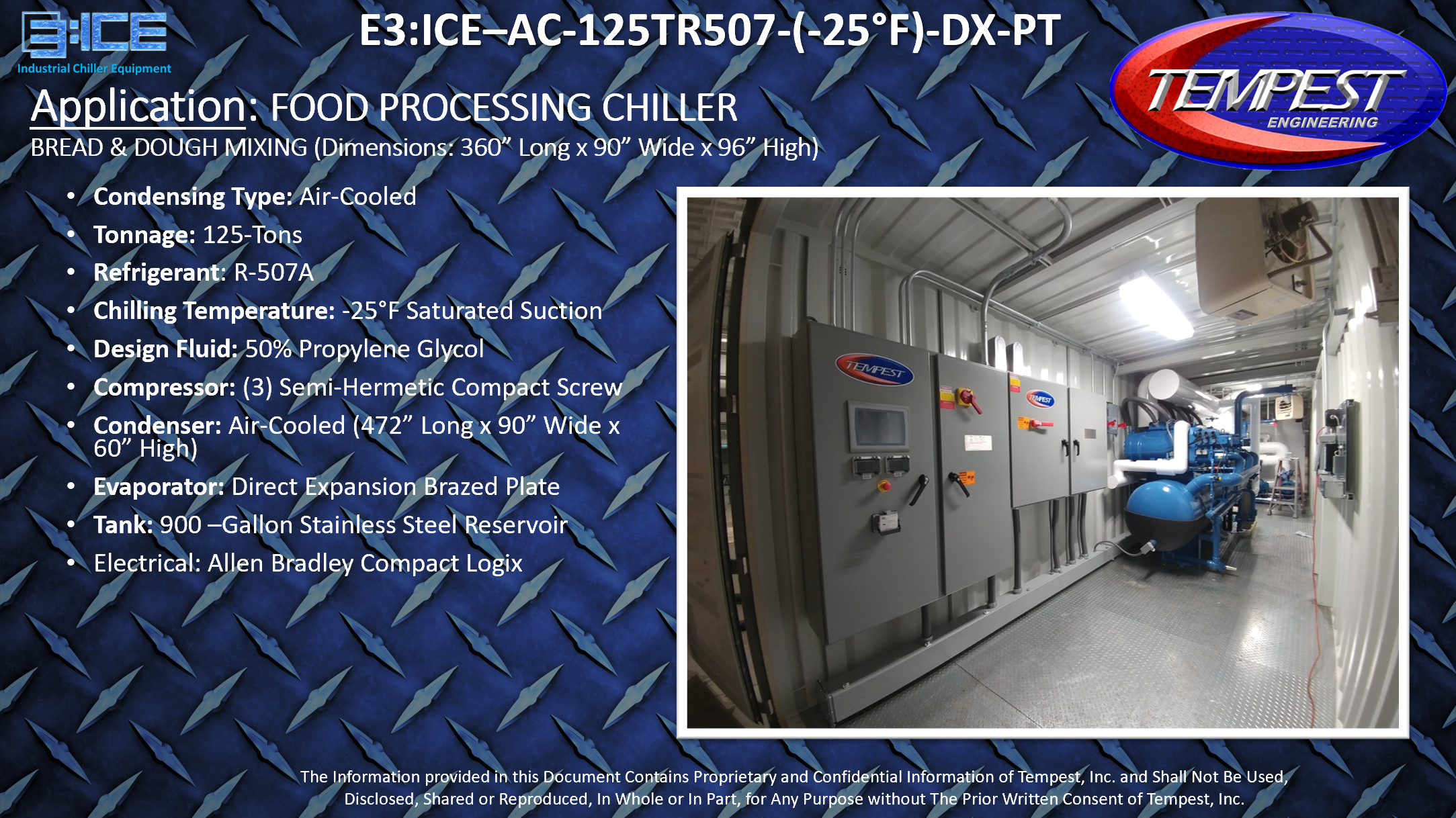
125-TON (-25°F EVAP) AIR-COOLED FOOD PROCESSING CHILLER WITH PUMP & TANK
![]()
Condensing Type: Air-Cooled
Tonnage: 125-Tons
Refrigerant: R-507A
Chilling Temperature: -25°F Saturated Suction
Design Fluid: 50% Propylene Glycol
Compressor: (3) Semi-Hermetic Compact Screw
Condenser: Air-Cooled (472” Long x 90” Wide x 60” High)
Evaporator: Direct Expansion Brazed Plate
Tank: 900 –Gallon Stainless Steel Reservoir
Electrical: Allen Bradley Compact Logix
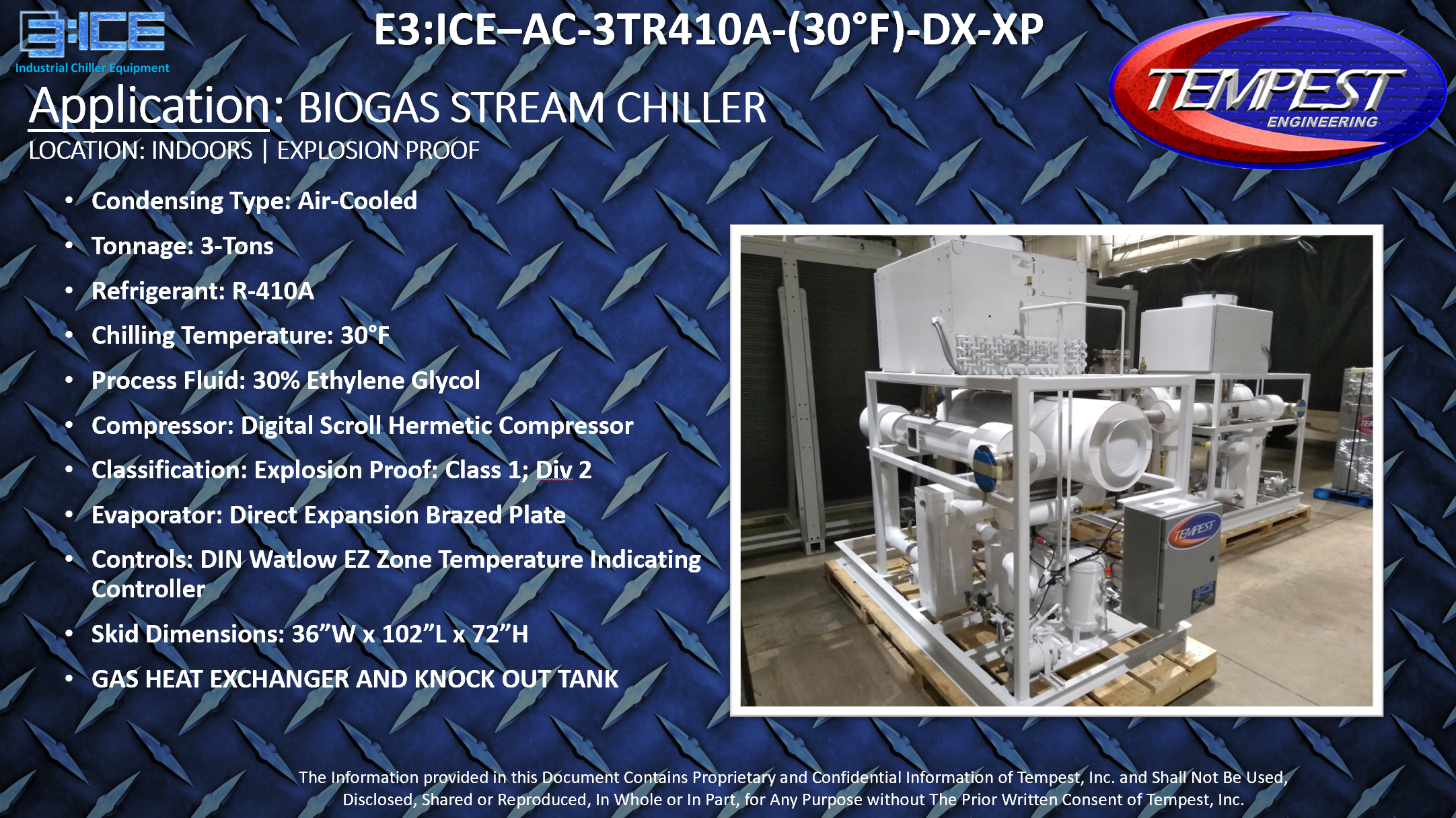
3-TON (30°F EVAP) AIR-COOLED EXPLOSION PROOF BIOGAS STEAM CHILLER
![]()
Condensing Type: Air-Cooled
Tonnage: 3-Tons
Refrigerant: R-410A
Chilling Temperature: 30°F Evap
Process Fluid: 30% Ethylene Glycol
Compressor: Digital Scroll Hermetic Compressor
Classification: Explosion Proof: Class 1; Div 2
Evaporator: Direct Expansion Brazed Plate
Controls: DIN Watlow EZ Zone Temperature Indicating Controller
Skid Dimensions: 36”W x 102”L x 72”H
GAS HEAT EXCHANGER AND KNOCK OUT TANK
3.8-TON (-37°F EVAP) AIR-COOLED CLASS 1, DIVISION 2 GROUP B CHILLER FOR HYDROGEN FUELING

![]()
Condensing Type: Air-Cooled
Tonnage: 3.8-Tons
Refrigerant: R-507
Chilling Temperature: -37°F Evap
Process Fluid: 50% Ethylene Glycol
Compressor: One (1) Two-Stage Reciprocating
Classification: Explosion Proof: Class 1; Division 2 Group B
Evaporator: Direct Expansion Brazed Plate
Controls: Allen Bradley Compact Logix PLC
Heat Transfer Fluid Delivery System: 30-Gallon ASME Nitrogen Blanketed Glycol Reservoir and 20-GPM Centrifugal Pump
41-TON (22°F EVAP) AIR-COOLED LOW TEMPERATURE R513A CHILLER WITH HEAT TRANSFER FLUID DELIVERY SYSTEM

![]()